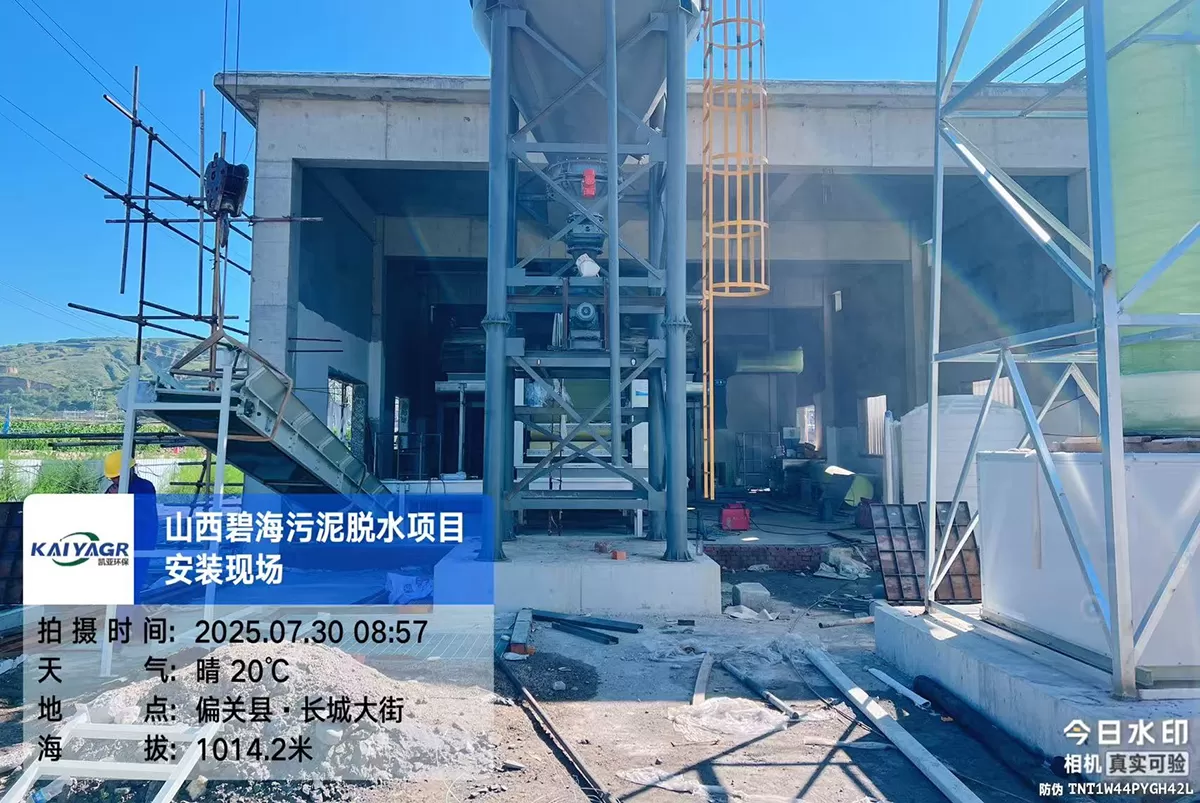
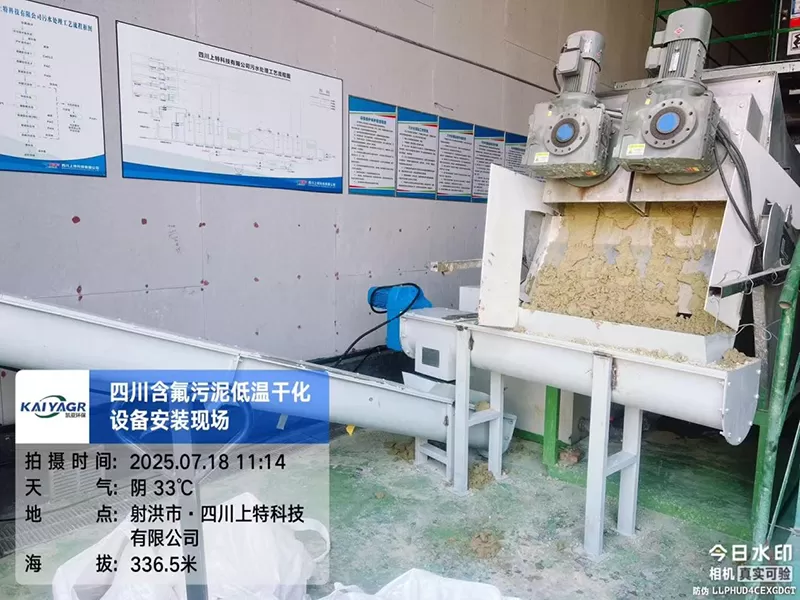
四川省含氟废水污泥干燥项目
项目时间:2025年7月设备选型:低温除湿干燥机项目背景:该项目需要每天处理2吨含水量为85%的烘干污泥,将其含水量降至30%,除水能力不低于1.57吨/天。解决方案:本项目专注于污泥的安全高效处理,采用“低风险、低能耗、高可控性”的核心设计理念,打造出一种完全满足环保和生产运营要求的专业污泥干燥解决方案。在安全设计方面,该项目采用低温干燥工艺,严格控制干燥温度在90℃以下,避免高温污泥干燥造成的潜在安全事故。同时,它创新性地应用了网带静态干燥模型,确保了整个过程的无尘干燥,完全消除了粉尘爆炸的风险,从而为安全生产建立了坚实的防御。对于废气处理,该项目采用封闭式干燥模式,有效防止废气泄漏造成的二次污染。考虑到设备稳定运行和环保要求,在压缩机和风扇等设备运行过程中将电能转化为热能产生的废热通过风冷冷凝器冷却和消散。